News
Auf dem Laufenden bleiben
Für Sie übersichtlich aufbereitet: Aktuelles und Wissenswertes über ENTEX, Neuigkeiten zu Produkten, Berichte zu Messen und Veranstaltungen.
News
Für Sie übersichtlich aufbereitet: Aktuelles und Wissenswertes über ENTEX, Neuigkeiten zu Produkten, Berichte zu Messen und Veranstaltungen.

Gemeinsam Innovation gestalten. Prof. Marcus Petermann, Leiter des Lehrstuhls für Feststoffverfahrenstechnik an der Ruhr-Universität Bochum (RUB), besuchte erneut unser Unternehmen, um aktuelle sowie vergangene Forschungsprojekte vorzustellen und wertvolle Einblicke in seine wissenschaftliche Arbeit zu geben.

Am 19. Januar 2026 verabschiedete Sebastian Rust, Geschäftsführer der ENTEX Rust & Mitschke GmbH, seinen Mitarbeiter Michael Batton in den wohlverdienten Ruhestand. Er tat dies gerne im Namen der gesamten Belegschaft.

„Wachstum beginnt am Ende deiner Komfortzone.“ – und manchmal bei ENTEX in Bochum. Im Rahmen einer Exkursion im Dezember 2025 besuchten Studierende der Bergischen Universität Wuppertal (BUW) unter der Leitung von Gastdozent Dr. Michael Kroh von Vorwerk ENTEX in Bochum. Das informelle Ziel war es, mehr über den Planetenwalzenextruder und seine Anwendungsbereiche zu erfahren. Begleitet wurden sie von unseren Kollegen…

Wir freuen uns sehr, bekannt zu geben, dass Marco unserem ENTEX-Vertriebsteam beigetreten ist. Um sein Intro zu erleichtern, verbringt er Zeit in mehreren Abteilungen, nicht nur, um seine neuen Kollegen kennenzulernen, sondern auch, um sich mit den verschiedenen Arbeitsbereichen vertraut zu machen.
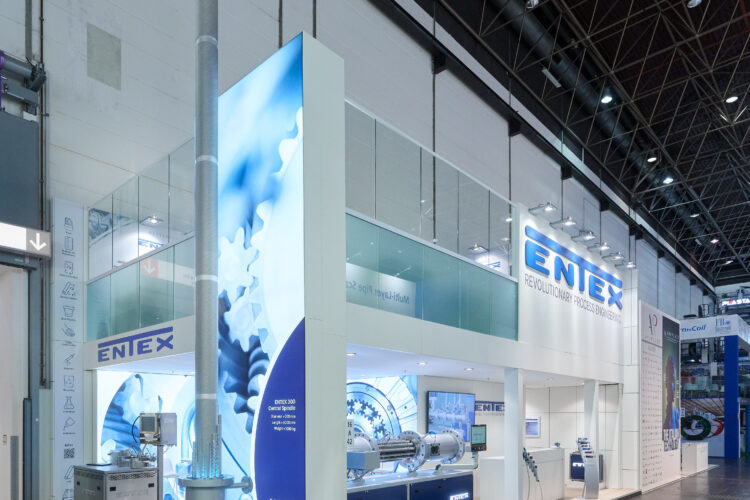
Wir blicken auf eine erfolgreiche K-Messe 2025 zurück und möchten allen Besuchern an unserem Stand danken. Acht Tage voller Energie, interessanter Meetings und Einblicke in den ENTEX Planetwalzenextruder. Wir sind sehr dankbar, dieses Jahr Teil dieser großartigen Veranstaltung in Düsseldorf gewesen zu sein, und freuen uns darauf, Sie 2028 wiederzusehen.

Gestern besuchten unsere Auszubildenden nicht nur unseren Messestand, sondern hatten auch die Gelegenheit, die vielseitigen und beeindruckenden Produkte sowie andere Unternehmen auf der K2025 kennenzulernen. Die Jugendlichen wurden von zwei unserer Ausbilder begleitet – Florian Apfeld und Julian Jarkulisch.

Wir sind unglaublich stolz und dankbar, dieses Ziel gemeinsam mit unserem Partner Isinger + Merz GmbH erreicht zu haben! Ein besonderer Dank geht an Sabine Hammer und Peter Wiemann sowie an das gesamte Team. Ihr habt großartige Arbeit geleistet! 👍🤝 Alle Interessierten sind herzlich eingeladen, uns auf der K2025 am Stand 16/A42 zu besuchen. Wir freuen uns darauf, Sie in…

Im August 2025 begrüßte Dr. Michael Burgfeld, Leiter Technikum, die Praktikantin und Doktorandin Nadine Kubina, M.Sc., von der Technischen Universität Dortmund, in den Räumen der ENTEX Rust & Mitschke GmbH in Bochum.
Heute Morgen, pünktlich um 8 Uhr, begrüßten wir vier neue Auszubildende in unseren ENTEX Räumlichkeiten. Die Aufwärmphase war geprägt von ENTEX Onboarding-Geschenken und Mitarbeiterfotos in ENTEX Kleidung. Aufregend weiter ging es dann mit einem Rundgang durch alle Büros und Hallen für einen ersten Einblick und Vorstellung der ENTEX Mannschaft am Standort Bochum. Nach der gemeinsamen Mittagspause mit den jeweiligen Ausbildern…
